Kružni pletaći stroj srednjeg kalibra 14-28 inča

Značajke
S humaniziranim i pravom ljepotom aerodinamičnog dizajna, visina kružnog pletaćeg stroja srednje debljine prikladna je za operatera kako bi dobro obavljao posao, a naglasili smo jednostavno rukovanje. Praktično je mijenjati ekscentre, igle i ostale dijelove uz naše profesionalno vodstvo. Njegova prednost je ušteda vremena na pogreške kako bi se osigurala učinkovita proizvodnja.
S cilindrom koji koristi poseban materijal od aluminijske legure za zrakoplove, veća je lakša težina spremna za velike brzine i izvrsno štedi vrijeme hlađenja. Također, izgled kružnog pletaćeg stroja srednjeg kalibra je visokokvalitetan.
S posebnim dizajnom sustava za uvlačenje pređe tipa vješanja na kružnom pletaćem stroju srednje gustoće, vodilica pređe i dodatak od likre su u stabilnijem položaju. Učinkovito osigurava veliku brzinu proizvodnje stroja i održava kontinuirano dobru kvalitetu tkanine.
Uzorak tkanine
Kružni pletaći stroj srednje gustoće široko koristi materijale za tkanje od pamučne pređe, poliestera, troslojnog vlakna, a promjenom rasporeda ekscentra mogu se plesti različita tkiva od jednostrukog ili dvostrukog jerseyja; kao što su jednostruki jersey od spandeksa, jednostruka flis tkanina od poliestera/pamuka, tkanina u boji, ali također može proizvesti jednostruku, mrežastu tkaninu itd.



DETALJI
Na košari osnove kružnog pletaćeg stroja srednje gustoće nalazi se mnogo vretena. Ovisno o širini tkanog materijala i širini ravne pređe, koristi se određeni broj niti osnove. Prije nego što nit osnove uđe u kružni pletaći stroj srednje gustoće, nit osnove se križa sa smeđim okvirom niti osnove, a čunak potke se križa. U otvoru, osnova se kružnim pokretima prolazi kroz osnovu i tka se u cjevastu tkaninu. Kružni pletaći stroj srednje gustoće ima nekoliko čunaka, a nekoliko niti potke se tka istovremeno.
U ranim danima, domaći kružni tkalački stanovi bili su uvezeni, ali 1990-ih se ta situacija postupno promijenila. Po prvi put, kružni tkalački stanovi s neovisnim pravima intelektualnog vlasništva rođeni su u mojoj zemlji, a 1991. godine, 1993. i 1997. godine, uzastopno su lansirani kružni tkalački stanovi druge, treće i četvrte generacije. U kolovozu 2000. uspješno je razvijen prvi svjetski super kružni tkalački stan s deset čunkova, SPCL-10, koji je integrirao niz naprednih tehnologija. /6000, kružni tkalački stan pete generacije, a zatim u siječnju 2005. rođen je i isporučen korisnicima prvi svjetski super plastični kružni tkalački stan s dvanaest čunkova. Četiri godine kasnije, u studenom 2009., naručen je gigantski svjetski plastični kružni tkalački stan sa šesnaest čunkova SPCL-16/10000. Do sada se razina kružnih pletaćih strojeva srednje gustoće u mojoj zemlji stalno rangira među vodećim svjetskim razinama.
1. Senzor potke: Redovito čistite poklopac detektora (jednom svaka četiri sata). Kada radi kružni pletaći stroj srednje gustoće, provjerite je li bijelo svjetlo uvijek upaljeno. Detektor je dizajniran prema principu infracrvenih zraka. Zasljepljujuće svjetlo utjecat će na rad senzora. Pokušajte ostati što bliže stroju. Koristite samo dnevne špulice, ako je površina vretena sjajna, detektor možda neće raditi točno, izbjegavajte korištenje aluminijskih špulica ili crnih špulica, crna pređa će učiniti detektor neupotrebljivim.
2. Senzor loma potke: Tijekom normalnog rada kružnog tkalačkog stana, kada se nit potke prekine zbog vanjske sile, senzor detektira signal i prenosi ga kontroleru kako bi se kružni tkalački stan zaustavio. Ako se nit potke prekine, stroj se ne može automatski zaustaviti: Pokrenite stroj, pustite da vodilica pređe jednog od čunkova bude ispod senzora, ručno i brzo prekinite nit potke tako da čelična kuglica uđe u područje detekcije senzora. Ako crveno indikatorsko svjetlo senzora ne svijetli, podesite položaj senzora dok se crveno indikatorsko svjetlo ne upali ili zamijenite senzor.
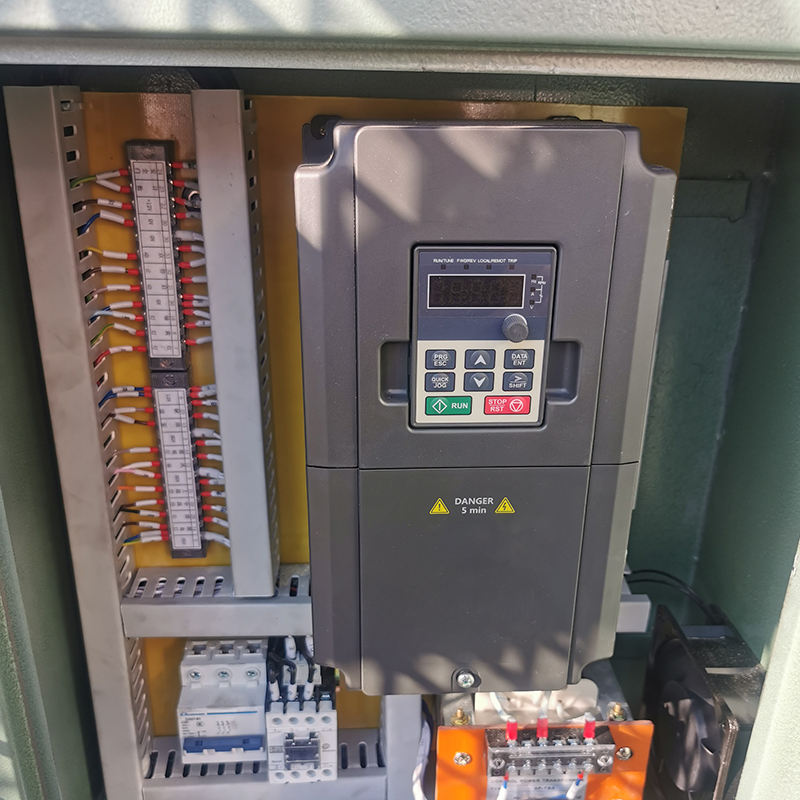
3. Senzor za detekciju glavne brzine: Tijekom normalnog rada kružnog pletaćeg stroja srednje veličine, ako je raspon frekvencije pretvorbe pojačane frekvencije velik, moguće je da je senzor propustio detekciju rotacije glavnog motora zbog vibracija. U tom trenutku potrebno je prilagoditi položaj senzora tako da je glava senzora poravnata s nazubljenom pločom, a zatim promatrati povećanje frekvencije pretvorbe frekvencije. Ako kuca unutar malog raspona, to je dovoljno. Ako se učinak ne može postići nakon nekoliko podešavanja, zamijenite senzor.
4. Podignite senzor detekcije: Ako sučelje čovjek-stroj ne može točno zabilježiti izlaz, provjerite je li ožičenje ispravno. Ako je ožičenje ispravno, prilagodite položaj senzora, pokrenite stroj i provjerite treperi li indikatorska lampica. Ako ne treperi, razmislite o zamjeni senzora. Kružni pletaći stroj srednje debljine








Kategorije proizvoda
-

Dvostruki Jersey gore-dolje prijenosni jack za računalo...
-

Dvostruki žakard računalni kružni pleteni stroj...
-

Kružno pletenje od jednostrukog žerseja s računalnim žakard...
-

Kružni pleteni ...
-

Okrugli pletiv od umjetnog krzna i baršuna s dvostrukim žersejem...
-

Dvostruko pletena kružna pletenina s prepletanjem...